SDR waarde
De SDR-waarde (Standard Dimension Ratio) geeft de verhouding aan tussen de buitendiameter van een kunststof buis en de wanddikte.
SDR = buitendiameter / wanddikte
Voorbeeld: Buis Ø 500 mm, SDR 11. De wanddikte is dus 500/11 = 45,5 mm
Voorbeeld: Buis Ø 500 mm, SDR 17. De wanddikte is dus 500/17 = 29,4 mm
Een lagere SDR-waarde betekent een dikkere buiswand en daarmee een hogere drukbestendigheid.
Een hogere SDR-waarde duidt juist op een dunnere wand en dus een lagere drukklasse.
Bij PE 100 SDR 17 is de toegestane druk 10 bar, bij PE 100 SDR 11 is dit 16 bar.
Certificaten
Voor onze afdeling kunststofbewerking is NKI Neede als bedrijf gecertificeerd volgens de DVS norm. DVS staat voor Deutscher Verband für Schweissen und verwandte verfahren e.V. Dit is een certificering die wordt gezien als leidende norm op het gebied van kunststof laswerk. Naast deze bedrijfscertificering beschikken ook alle medewerkers die langer dan 2 jaar in dienst zijn over dit individuele las certificaat. Middels de DVS certificering waarborgen we de kwaliteit van ons laswerk en zorgen we ervoor dat alle producten vakkundig worden opgeleverd.
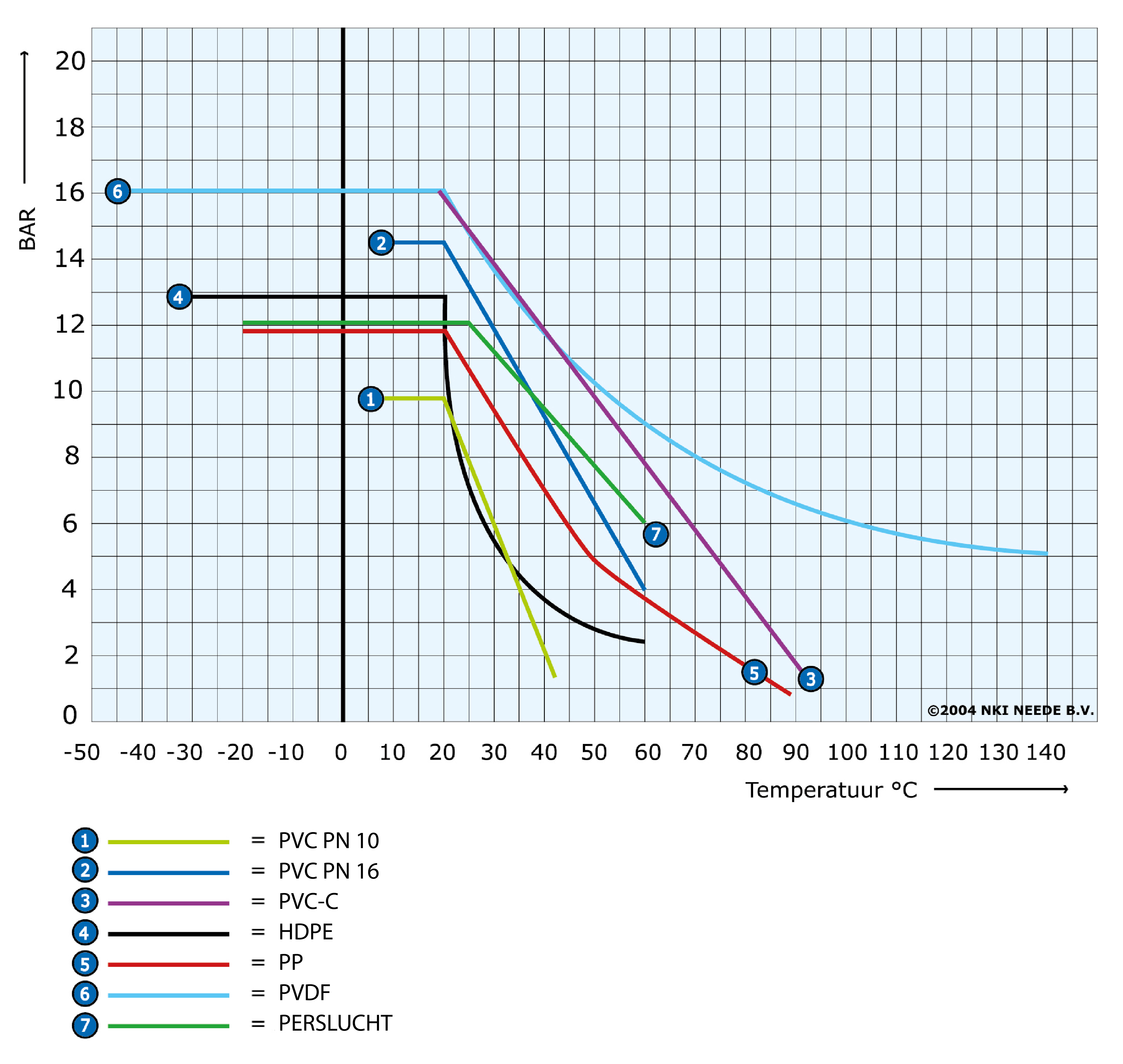
Druk- temperatuurgrafiek
De gegevens in dit diagram dienen te worden beschouwd als een richtlijn voor praktische toepassing. Zij bieden u derhalve geen onvoorwaardelijke garantie voor bedrijfszekerheid in alle omstandigheden, waarin mechanische belasting en chemische resistentie van het leidingsysteem een rol kunnen spelen.
Kleurcodering buizen
Tot op heden worden er veel kunststof leidingen toegepast voor ondergrondse infrastructuren. Deze leidingen zijn veelal qua toepassing te herkennen aan de gebruikte kleur.
Gas | - Zwart met gele strepen (GASTEC) |
Drinkwaterleiding | - Zwart met blauwe strepen (KIWA) |
Persriolering | - Zwart met bruine strepen |
Boorbuis | - Zwart met rode streep |
Puttenstaat
Aanvragen voor bolle bodem inspectieputten graag invullen volgens de bijgevoegde puttenstaat en indienen bij [email protected]
Elektrolas
Voor het maken van een trekvaste lasverbinding is het belangrijk dat de elektrolasinstructies goed doorgelezen wordt.
Kan je elektrolassen in de winter?
Een elektrolasmachine werkt bij een temperatuur van -10 tot +50 graden. Ons advies is om bij temperaturen lager dan 0 graden niet te elektrolassen.
Dit is om vocht tussen de buis en de fitting te voorkomen. Hiermee kan de kwaliteit van de las niet worden gegarandeerd.
1000 lassen bereikt en exporteren van data
• De elektrolasmachine registreert tot 1000 lasverbindingen, inclusief: Tijd, datum, lasparameters, temperatuur, welder ID en fitting-informatie.
• Heeft u de 1000 lasverbindingen bereikt, dan moet dit geheugen gewist worden.
1. Druk op de middelste knop, blader naar beneden -> “Syst. Configuratie” Bevestig met de middelste knop.
2. Scan de QR-code die in het boekje “Instruction Manual” staat op de laatste pagina.
3. De keuze wordt altijd bevestigd met de groene knop.
• Wil je dat de opgeslagen lassen beschikbaar blijven? Exporteer dan met de Plasson USB-stick de data en open dit op uw PC. Dit is in CSV of Pdf-formaat mogelijk. Dit kan handig zijn als naslagwerk of kwaliteitscontrole volgens ISO 12176-4 normen.
Optionele Bluetooth-functionaliteit
• Als de elektrolasmachine is uitgevoerd met Bluetooth-dongle, zit deze in de USB-poort.
• Je kunt dan verbinden met de PFS ElectroFusion Studio app (beschikbaar in de App Store/Google Play).
• Registratie van een gebruikersaccount in de app is verplicht om de Bluetooth functionaliteit te gebruiken. Informeer bij NKI Neede voor het aanmaken van een administrator account.
Technische documentatie
Hieronder vindt u alle pdf's die ook te vinden zijn bij de producten in ons assortiment.
Heeft u een specifieke vraag? Moet er leidingwerk ingemeten worden of wordt er nieuwe beregening aangelegd, dan kunt u zeker bij ons terecht.
Bij NKI denken we graag met u mee en geven u het juiste advies.
Neem contact op met de afdeling verkoop [email protected]